CAD机械制图时,在一批相同规格的零件或者部件中,任取其中一件,不经挑选和修配或其他加工,就能顺利装配到机械上去,并能够达到预期的性能和使用需求。像这样一批零件或部件所具有的这种性质称之为互换性。
在日常生活中,人们常和互换性打交道。例如,自行车上的螺钉或螺帽掉了,手表上的发条断了或电池坏了,我们只要到商店去买一个相同规格的螺钉、螺帽、发条或电池换上就行了。
尺寸公差概念
图纸上重要的尺寸是要检验的,是标注了公差的。制造零件时,为了使零件具有互换性,并不是要求零件的尺寸做得绝对的准确,实际上也不可能,而是要求零件的重要尺寸在一个合理范围之内,由此就规定了极限尺寸。制成后的实际尺寸,应在规定的最大极限尺寸和最小极限尺寸范围内。允许尺寸的变动量称为尺寸公差,简称公差。
有关公差的术语,如图9.1.2-1所示,左图圆孔标注尺寸
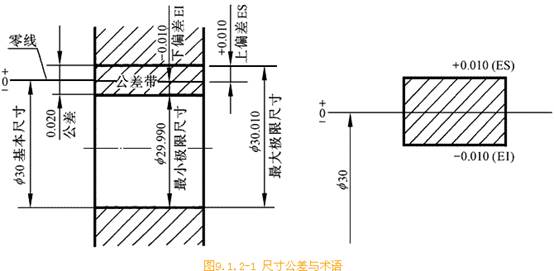
1、基本尺寸
由设计者给定的尺寸,如 30是根据计算和结构上的需要,所决定的尺寸。
30是根据计算和结构上的需要,所决定的尺寸。
2、实际尺寸
零件加工完毕后测量的尺寸。
3、极限尺寸
允许尺寸变动的两个极限值,分别是最大极限尺寸和最小极限尺寸,它是以基本尺寸为基数来确定的。如图9.1.2-1中孔的最大极限尺寸30+0.01=30.01;最小极限尺寸30-0.01=29.99。
4、偏差
某一实际尺寸减其基本尺寸所得的代数差。
5、尺寸偏差
某一尺寸减去基本尺寸所得到的代数差,有上偏差和下偏差。尺寸偏差可能为负,为零,为正,应该使用符号“-”和“+”表示。
最大极限尺寸减其基本尺寸所得的代数差就是上偏差;最小极限尺寸减其基本尺寸所得的代数差即为下偏差。
国标规定偏差代号:孔的上、下偏差分别用ES和EI表示;轴的上、下偏差分别用es和ei表示。
该尺寸的偏差:上偏差ES=30.01-30=+0.010;下偏差EI=29.99-30=-0.010。
6、尺寸公差
尺寸公差简称公差。是允许尺寸的变动量。即最大极限尺寸与最小极限尺寸之差30.01-29.99=0.02;也等于上偏差与下偏差之代数差的绝对值|0.01-(-0.01)|=0.02。
7、零线
在公差带图(极限与配合图解)中确定偏差的一条基准直线,即零偏差线。通常以零线表示基本尺寸。
8、公差带
在公差带图中,由代表上、下偏差的两条直线所限定的区域。图9.1.2-1右侧就是其尺寸公差的的公差带图。
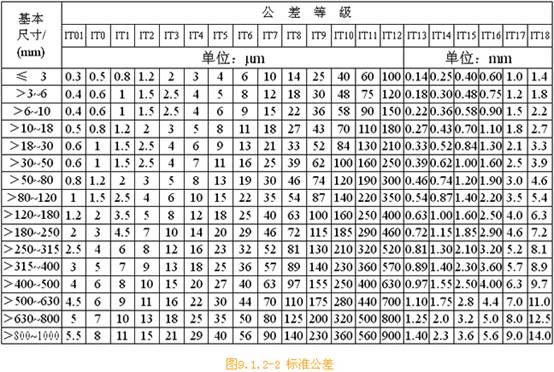
9、标准公差
标准公差(IT)的等级是国家标准所规定的系列等级,分为20个等级,即:IT01、IT0、IT1,……,IT18。IT表示标准公差,阿拉伯数字表示公差等级。通过公差等级,可以查取标准公差的数值。公差等级是反映尺寸精度的等级。IT01公差数值最小,精度最高;IT18公差数值最大,精度最低。
标准公差所确定的公差数值,还于基本尺寸有关,如图9.1.2-2所示。
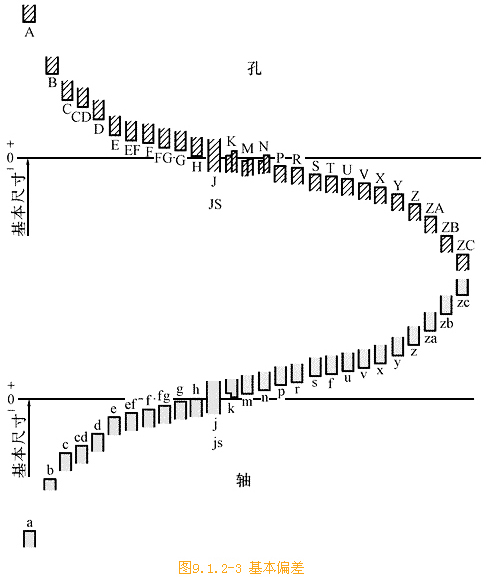
10、基本偏差
基本偏差是国家标准所列的用以确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差,如图9.1.2-3所示,基本偏差共有28个,它的代号用拉丁字母表示,大写为孔,小写为轴。
在CAD机械制图中,这些合格的零部件都是按互换性原则进行设计和生产制造的,在其尺寸大小、规格及功能上彼此具有相互替换的性能。在生产中,人们通过大量的实践证明,把尺寸的加工误差控制在一定的范围内,仍然能使零件达到互换的目的,故零件的互换性是发展现代生产的重要措施之一,是进行高效生产的根本。





















 苏公网安备 32059002004222号
苏公网安备 32059002004222号